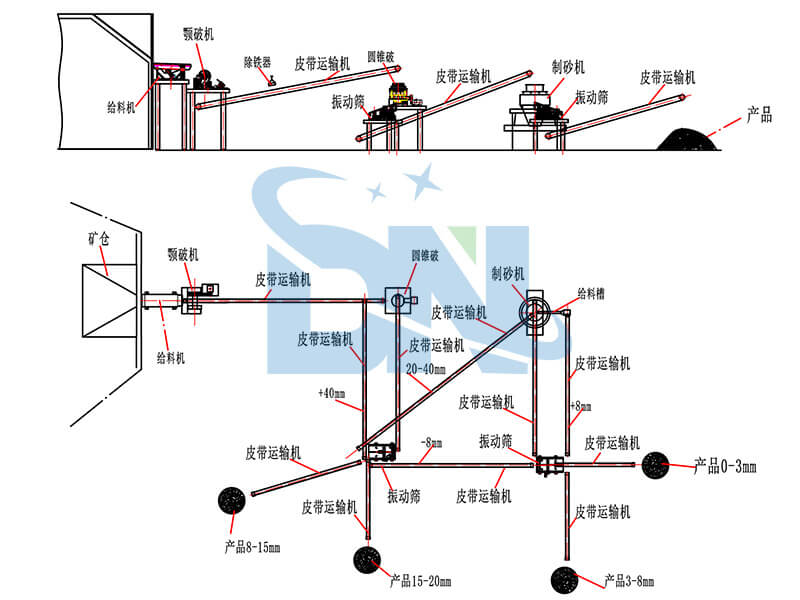
花岗岩破碎线配置指南:从粗碎到精品砂流程作者: gzdnkj / 2025-04-28 “如何配置一条高效的花岗岩破碎生产线,既能满足粗碎需求,又能产出高价值的精品砂石?”——这是许多砂石厂商、矿山管理者和工程承包商在项目初期最头疼的问题。花岗岩因其高硬度和高耐磨性,对破碎设备的性能、工艺流程的科学性提出了严苛要求。然而,现实中因设备选型失误导致的产能瓶颈、成品针片状过多,或是环保不达标被迫停工等问题频繁出现。本文将系统解析花岗岩破碎线的核心配置指南,从粗碎设备选型、中细碎工艺优化,到精品制砂的精细化控制,提供一套经过行业验证的解决方案。 花岗岩破碎生产线主要分为粗碎、中碎、细碎、制砂阶段以及辅助设备与环保配置,为此实现从粗砂到精品制砂的过程。从颚式破碎机到细碎环节立轴冲击破的转速优化,再到环保干法制砂的粉尘控制技术。非常适合砂石厂、EPC承包商及设备采购商参考。 花岗岩破碎线配置指南: 花岗岩破碎难?我们有办法! 花岗岩作为火成岩的典型代表,其莫氏硬度高达6-7级,主要由石英、长石等耐磨矿物构成。这种硬质特性虽赋予其优异的建筑性能应用,却给破碎加工带来三大挑战:高磨损性:石英含量超20%的岩体,对颚板、轧臼壁等部件磨损速度快;能耗与效率矛盾:粗碎阶段需高强度冲击力,但高硬度导致设备功耗飙升;成品粒形控制难:中细碎阶段易产生针片状颗粒,若制砂工艺不当,成品砂粒粒形不达标,直接影响混凝土强度与销售溢价。 如何应对? 对于东能科技来说,一条与花岗岩特性深度匹配的生产线,既是成本控制的防线,更是抢占高端市场的核心武器。我们将科学配置花岗岩破碎生产线,则可最大化制成精品砂:1. 对抗高磨损:针对性选用耐磨合金材质的颚板、层压破碎的圆锥破,可将关键部件寿命延长2-3倍;2. 平衡效率与能耗:通过多段破碎工艺,在保证产能的同时,降低吨能耗成本达25%;3. 工艺优化:采用精细化制砂控制产出高品质精品砂,满足国际混凝土应用标准,提升40%价值。 花岗岩破碎生产线分阶段流程 花岗岩作为一种高硬度岩石,其破碎加工需要经过科学的流程设计,以确保成品骨料的粒度与形状满足建筑、道路等工程需求。一条完整的生产线通过从粗砂与精细分选,将坚硬的花岗岩转化为不同规格的建筑骨料。主要包括粗碎、中细碎、筛分、辅助设备及环保处理等关键环节,各阶段紧密配合,直接影响生产效率和环保合规性。 1. 粗碎阶段花岗岩原矿首先通过振动给料机均匀送入颚式破碎机进行初级破碎。颚破凭借其高强度的破碎腔和楔形调整设计,可将大块花岗岩一次性粉碎至200mm以下的粗料。此阶段需注意设备耐磨件的定期维护,以应对花岗岩的高硬度特性。这一阶段通常首选是颚式破碎机或旋回破碎机。粗碎设备建议:颚式破碎机:结构简单、维护便捷,适合中小型生产线(时产≤300吨)。例如C6X系列颚破采用液压调整装置,遇到超大石块或异物时,可快速扩大排料口,避免停机清理,特别适合含土量高或杂质多的矿区。旋回破碎机:处理能力强大(时产可达2000吨),出料粒度更均匀(90%颗粒<150mm),但初期投资比颚破高30%-40%,更适合大型矿山或对产能要求苛刻的项目。在花岗岩破碎生产现状中,大部分最常见且常用的粗碎设备是鄂破。选对设备并优化配置,不仅能延长部件寿命,更能为后续中碎、制砂环节的高效运行打下坚实基础。 2. 中碎阶段粗碎后的物料通过皮带机输送到二级破碎设备。中碎阶段的核心目标是将粗碎后的石料加工成均匀的中细骨料。中碎设备建议:单缸圆锥破:结构简单、性价比高,适合中小规模生产(时产≤200吨),但耐磨件寿命较短;多缸液压圆锥破:通过液压系统实时调节排料口,成品中立方体颗粒占比提升至85%以上,且配备过铁保护功能,遇到金属异物时可自动排料,避免主轴断裂事故。反击式破碎机:花岗岩的高石英成分会加速板锤磨损。因此,反击破针对成品粒形较优,但耐磨件更换更频繁。最好是仅适合加工破碎低硬度岩石(如石灰石)。若追求颗粒均匀,多选用液压圆锥破碎机,其层压破碎原理能有效减少针片状含量;若需灵活调整成品粒度,反击破或冲击破更为适合,但需权衡耐磨件损耗成本。选择适配的圆锥破型号,配合科学的工艺控制,不仅能降低维护成本,更能让产品溢价能力翻倍。 3. 细碎与制砂阶段细碎与制砂是花岗岩加工的价值跃升环节,核心目标是将3-10mm碎石转化为高附加值的精品砂。制砂设备建议:立轴冲击破碎机(VSI):石打石模式:通过石料间碰撞破碎,成品砂粒形圆润(圆度>85%),适合混凝土用砂,但处理量降低15%;石打铁模式:直接冲击周护板,破碎效率提升20%,但针片状颗粒增加,适合路基垫层等低标准场景。在制砂机前最好是加装振动筛,分离出不符合的粗颗粒返回破碎,减少过粉碎,砂产量提升25%。 4. 辅助设备与环保配置辅助设备建议:给料系统:通常采用振动给料机,还可根据给料或者要求来进行设计,保证均匀输出物料。筛分与返料系统:振动筛是分级的核心设备,通过多层筛网将物料按各种规格分离。未达标的颗粒通过返料皮带重新进入破碎流程,形成闭路循环。输送系统:选用防跑偏皮带机,减少物料散落。除尘设计:在破碎机出料口、筛分点加装袋式除尘器,配合喷雾降尘装置,控制粉尘扩散。降噪措施:采用震垫、封闭式厂房,降低噪音,满足环保要求。 一条高效的花岗岩破碎生产线不仅依赖强力破碎设备,更需注重筛分精度、输送稳定性和环保管控。通过智能化控制与绿色工艺,可兼顾生产效率、产品质量和环境可持续性,为砂石骨料行业提供高标准解决方案。东能科技将根据物料特性或您的具体要求进行定制化配置花岗岩破碎线设备,联系我们获取更多详情!